





山西中威:大口径法兰在不同的地方和建材行业使用
信息来源:www.sxzwfl.com 发布时间:2023.05.26
山西中威为您介绍:
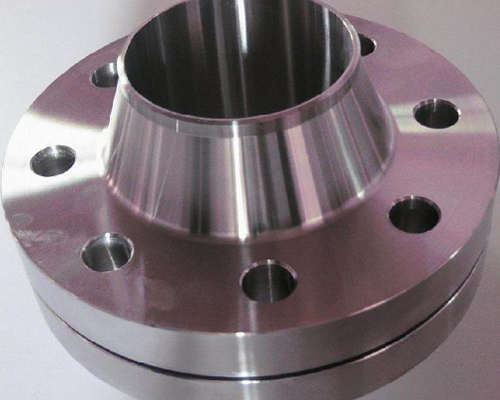
大口径的对焊法兰技能大口径法兰,从其形状看来,口径较其他类型的法兰大。可适合一些大型管道之间的衔接。关于大口径法兰的焊接,大多情况下都是使用对焊法兰。大口径的对焊法兰一般选用锻件或锻轧工艺制成。
在工作的时分一定要符合如下的要求。 对焊法兰应经超声波探伤,无分层缺陷;应沿钢材轧制方向切割成条状,经弯制对焊成圆环,并使钢材的表面构成环的柱面。不得选用钢板直接机加工成带颈对焊法兰;圆环的对接焊缝应选用全熔透焊缝;圆环的对接焊缝应进行焊后热处理,并作射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合JB4730的I级要求。
阀门制造厂在生产法兰的时分,关于以上要求也是很注重。由于这影响着法兰的质量以及法兰在管道衔接中的重要作用。所以,在对焊法兰的时分,一定要遵循规定,切不可随意改动技能。
山西中威为您介绍:
不锈钢法兰铸造变形初期,由于多孔的预成形坯易变形、变形力较小,密度增加较快。那么,不锈钢法兰的铸造方法有哪些不锈钢法兰的铸造可分为安闲锻、镦粗、揉捏、模锻、闭式模锻、闭式镦锻。 闭式模锻和闭式镦锻由于没有飞边,材料的利用率就高。用一道工序或几道工序就可能完结凌乱锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需求的荷载也减少。
但是,应留心不能使坯料完全受到限制,为此要严峻控制坯料的体积,控制锻模的相对方位和对锻件进行丈量,减少锻模的磨损。 根据锻模的运动方法,铸造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方法。摆辗、摆旋锻和辗环也可用精锻加工。为了进步材料的利用率,辊锻和横轧可用作细长材料的前道工序加工。
与安闲锻相同的旋转铸造也是部分成形的,它的利益是与锻件尺度比较,铸造力较小情况下也可完结构成。光辉安闲锻在内的这种铸造方法,加工时材料从模具面邻近向安闲外表扩展,因此,很难确保精度,所以,将锻模的运动方向和旋锻工序用计算机控制,就可用较低的铸造力取得形状凌乱、精度高的产品。
例如出产种类多、尺度大的汽轮机叶片等锻件。 当温度超越300-400℃,到达700-800℃时,变形阻力将急剧减小,变形能也得到很大改善。根据在不同的温度区域进行的铸造,针对锻件质量和铸造工艺要求的不同,可分为冷锻、温锻、热锻三个成型温度区域。原本这种温度区域的区别并无严峻的边界,一般地讲,在有再结晶的温度区域的铸造叫热锻,不加热在室温下的铸造叫冷锻。



